
PTFE(聚四氟乙烯)膜材因其化学惰性和高熔点(327℃),热合焊接确实存在较高难度,需结合材料特性和工艺优化实现可靠连接。以下是具体分析:
1. 材料特性导致的焊接难点
高熔点与低熔融粘度:PTFE需加热至327℃以上才能熔融,但熔融后粘度极高(10⁶ Pa·s),流动性差,难以均匀填充焊缝。
热膨胀系数大:焊接冷却时易因收缩不均产生内应力,导致焊缝开裂或变形。
表面能低:PTFE表面能仅18.5 mN/m,需通过等离子处理或化学蚀刻提升粘接性。
2. 关键焊接工艺对
恒温热板焊接 大面积膜材拼接 340-380℃ 需精确控温(±2℃),易产生气泡
3. 工艺优化方向
表面处理:等离子处理可提升表面能至72 mN/m,显著改善焊接强度。
填料改性:添加玻璃纤维或碳纤维(5%-10%)可降低热膨胀系数,减少焊缝开裂风险。
参数控制:焊接压力0.3MPa、时间8-15秒/焊点时,泄漏率可降至0.01ml/min·m²以下。
4. 典型应用案例
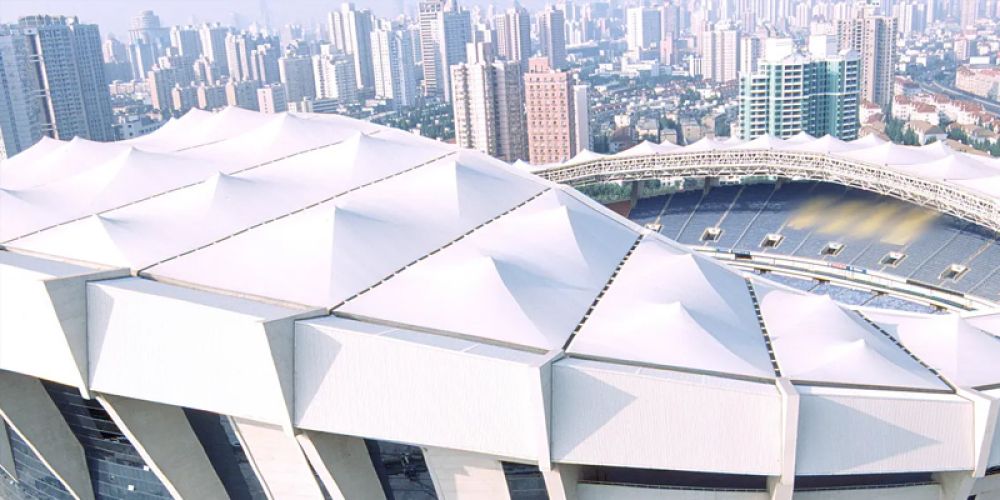
建筑膜结构:PTFE膜材通过热风焊接拼接,焊缝强度需≥基材的85%,满足25年使用寿命要求。
医疗设备:高频焊接用于PTFE导管密封,需通过氦质谱检漏(泄漏率≤1×10⁻⁹ Pa·m³/s)。
结论PTFE膜材热合焊接难度较高,但通过工艺优化(如表面处理、参数精准控制)和专用设备(如恒温热板焊接)可有效解决。实际应用中需根据膜材厚度、强度要求选择合适工艺。
ETFE和PTFE都属于高耐久性材料,但从综合耐久表现看,PTFE在极端环境下的稳定性更胜一筹,而E…

一、材料本质与结构差异 ETFE(乙烯-四氟乙烯共聚物)是乙烯与四氟乙烯的共聚物,分子链中保留部分氢…

选择张拉膜材料时,预算、气候条件和预期使用年限是三大核心决策因素。结合这些维度,可以精准…

张拉膜结构常用的膜材主要有PVC、PTFE、ETFE三大类,它们在性能、寿命和适用场景上…
