
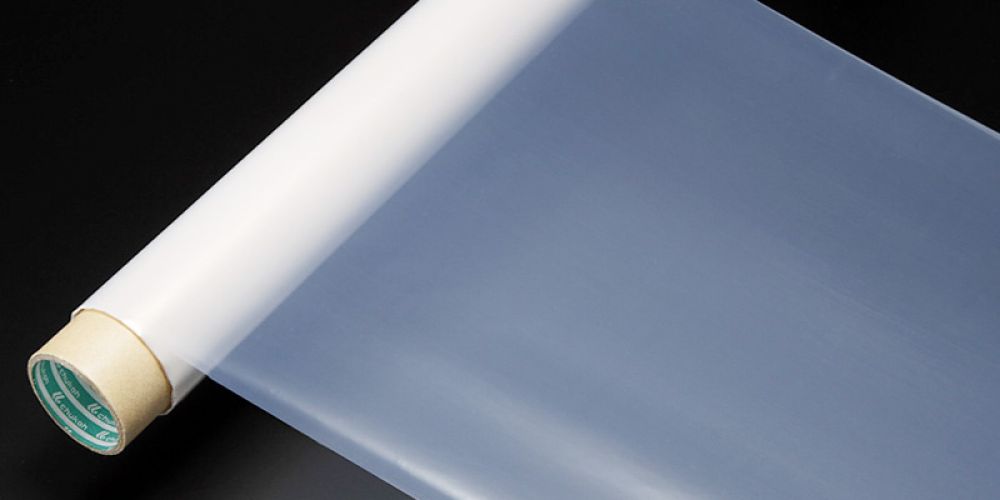
聚四氟乙烯材料的刚度、硬度和强度都相对较小。其抗拉强度为21-28 MPa,弯曲强度为11-14 MPa,伸长率为250%-300%。它在长期应力下会变形,过载时容易蠕变。聚四氟乙烯的上述性能特点,导致了使用聚四氟乙烯薄膜刮削机切割时独特的工艺特点。
1.切削力小。由于聚四氟乙烯的刚度、强度、硬度较低,在相同的切削条件下,切削45钢的主要切削力是刮削聚四氟乙烯材料的14-20倍。
2.聚四氟乙烯薄膜导热系数小,仅为0.27W/M-K-1,再加上较低的耐热温度,其高耐热温度仅为250°C。如果薄膜刮削量过大,切割速度高,工件的切割温度会升高,使聚四氟乙烯材料软化,甚至熔化、结焦、出现“粘刀”现象。在切割过程之前,在高于工作温度30-50摄氏度的工艺条件下,固化时间24h以上,对坯料进行固化,以稳定薄膜刮削过程的尺寸精度。
3.铁氟龙具有较大的热膨胀系数。因此,聚四氟乙烯材料在薄膜刮削过程中会因摩擦、易工装、工件局部过热而产生大量热量。这导致聚四氟乙烯工件因受热而发生弹性变形,最终影响聚四氟乙烯工件的表面质量和尺寸精度。
4.与金属材料相比,聚四氟乙烯的弹性模量很低。当切削进给量过大或速度过快时,较大的加工摩擦力和刀具施加在工件上的力共同作用。结果是聚四氟乙烯工件变形较大,影响聚四氟乙烯工件的加工精度。
5 要使薄膜切割液正常工作,必须遵守以下基本条件:使用软水、经常检查浓度、定期添加杀菌剂、清洁机床、去除油泥和水垢、预混合切削液
ETFE和PTFE都属于高耐久性材料,但从综合耐久表现看,PTFE在极端环境下的稳定性更胜一筹,而E…

一、材料本质与结构差异 ETFE(乙烯-四氟乙烯共聚物)是乙烯与四氟乙烯的共聚物,分子链中保留部分氢…

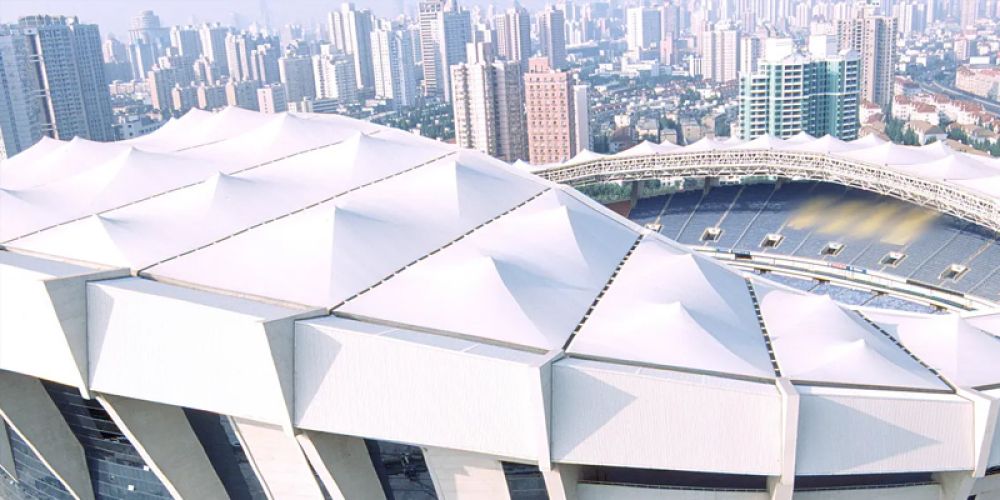
选择张拉膜材料时,预算、气候条件和预期使用年限是三大核心决策因素。结合这些维度,可以精准…

张拉膜结构常用的膜材主要有PVC、PTFE、ETFE三大类,它们在性能、寿命和适用场景上…
